- Home
- »
- Wire EDM Machining
Precision Wire EDM Machining Services
Push the boundaries of manufacturing with our precision wire edm service. XML Tech leverages state-of-the-art cnc wire edm technology for advanced wire edm machining to cut complex geometries and sharp internal corners. We consistently hold strict wire edm tolerances of ±0.005mm, delivering a flawless wire edm surface finish with absolutely zero mechanical stress on your critical components.
Certifications : ISO 9001:2015 | AS9100D | ITAR Registered
XML Wire EDM Machining: Precision Beyond the Edge
- Zero-Stress Machining: Unlike milling, spark erosion is a non-contact process. With absolutely no cutting forces exerted on the workpiece, we easily process fragile, thin-walled medical and aerospace components without microscopic fractures or distortion.
- Conquering Hardened Alloys : Hardness is no obstacle. We seamlessly profile fully heat-treated tool steels (D2, H13), Titanium, and Tungsten Carbide without the tool wear or thermal warping associated with traditional machining.
- Intricate Internal Geometries: Our ultra-fine wire capabilities allow us to machine sharp internal corners, complex micro-splines, and intricate keyways that are physically impossible to reach with standard end mills.
The Specifications That Define Our Capability
Precision isn’t just a promise; it’s a measurable standard in our wire edm service. Utilizing state-of-the-art wire edm equipment, our wire edm process is optimized to deliver flawless, ready-to-use components. The parameters below reflect how our expert wire edm cutting meets your most demanding engineering requirements.
| Specification / Feature | Technical Parameters & Details |
| Ultimate Accuracy | True positional and dimensional tolerances down to ±0.005 mm (5 μm). |
| Surface Finish | Multi-pass skimming achieves mirror-like finishes of Ra 0.2 to Ra 0.4, eliminating secondary grinding. |
| Taper & 4-Axis Cutting | Independent U/V axis control for complex draft angles (up to 30°) and varying top-to-bottom profiles. |
| Max Workpiece Thickness | High-stability cutting for metal blocks up to 300 mm thick with perfect vertical straightness. |
| Wire Options | 0.10 mm to 0.30 mm diameter using premium brass and zinc-coated wires for optimal flush and speed. |
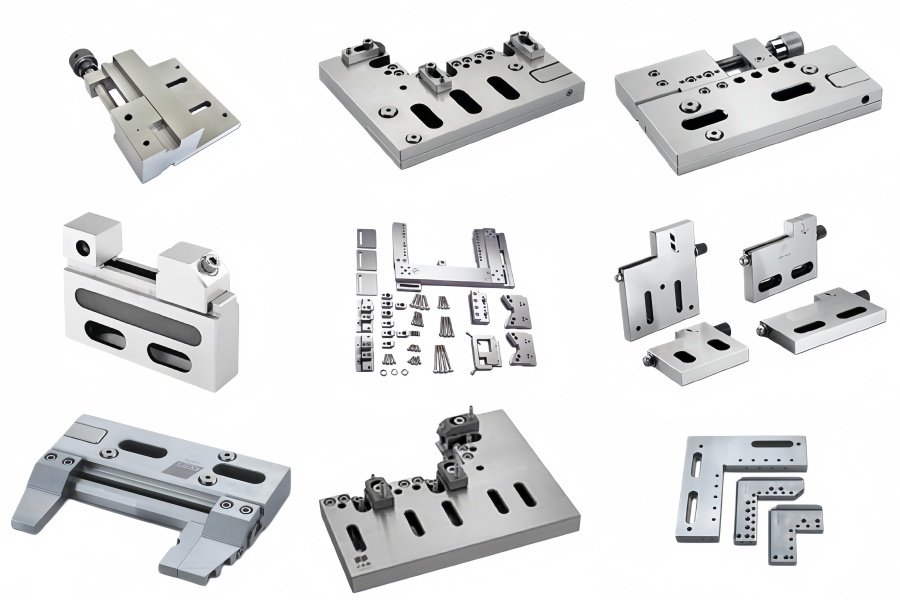
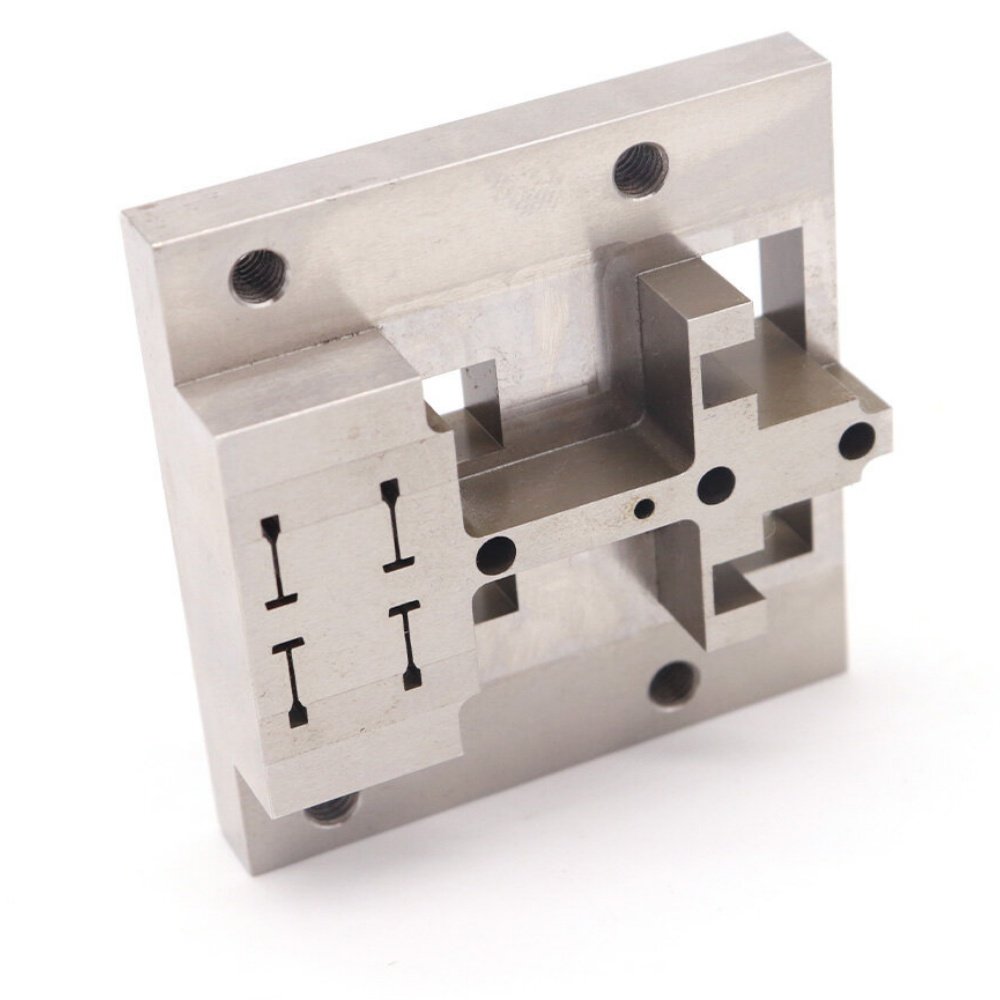
Wire EDM Portfolio
In our precision wire edm service, we don’t just promise tight tolerances; we deliver them. Browse our recent wire cut edm projects showcasing flawless internal geometries and mirror-like finishes. Powered by advanced edm wire machine technology, our meticulous wire erosion process delivers stress-free wire cutting in the world’s hardest alloys via expert wire discharge machining.





Why Partner with XML for Wire EDM Machining?
Advanced Equipment
State-of-the-art equipment ensures exceptional precision, repeatability, and efficiency.

24/7 Engineering Support
Our engineers provide continuous technical support, from design review to production optimization.
Fast Turnaround
Streamlined workflows and dedicated project management enable quick and reliable delivery.
Competitive Pricing
Optimized processes and in-house production help customers save 30–40% without sacrificing quality.
Turn Your Most Challenging Designs into Reality
Submit your STEP, IGES, or DXF files. Our engineers will review your tolerances, evaluate the DFM, and provide a comprehensive quotation tailored to your exact specifications.
Wire EDM Machining FAQs
Get straight answers to your complex wire cutting edm questions from our engineering team. Whether you are simply wondering how does wire edm work, or need advanced details about the specific edm wire and wire-edm tolerances for your project, we are here to help.
No. Unlike conventional CNC milling, Wire EDM relies on electrical discharge (spark erosion) rather than mechanical cutting force. Therefore, the physical hardness of the material does not slow down the process or increase tool wear. We can cut fully hardened tool steel (H13, D2) or tungsten carbide just as efficiently as pre-hardened metals, provided they are electrically conductive.
A geometrically perfect zero-radius internal corner is physically impossible with Wire EDM. The minimum internal radius is always equal to the radius of the wire plus the microscopic spark gap (overcut). For example, using a standard 0.25 mm wire, the tightest internal radius we can achieve is approximately 0.15 mm. If a mating part requires a perfectly sharp corner, we recommend designing a small corner relief (dog-bone cut).
Our advanced multi-pass Wire EDM machines use a series of "skimming" cuts. After the rough cut, we perform multiple low-energy passes to remove the initial recast layer and refine the surface. This process achieves a mirror-like surface finish down to Ra 0.2 to Ra 0.4, which frequently eliminates the need for expensive secondary grinding or hand-polishing.
It depends on your required tolerances and material thickness. Laser cutting is faster and more cost-effective for thinner sheet metals with standard tolerances (±0.1 mm). Wire EDM is the required choice for extreme precision (down to ±0.005 mm), slicing through massive blocks up to 300 mm thick, or when edge quality must be completely free of the thermal distortion and heat-affected zones (HAZ) typically caused by lasers.
