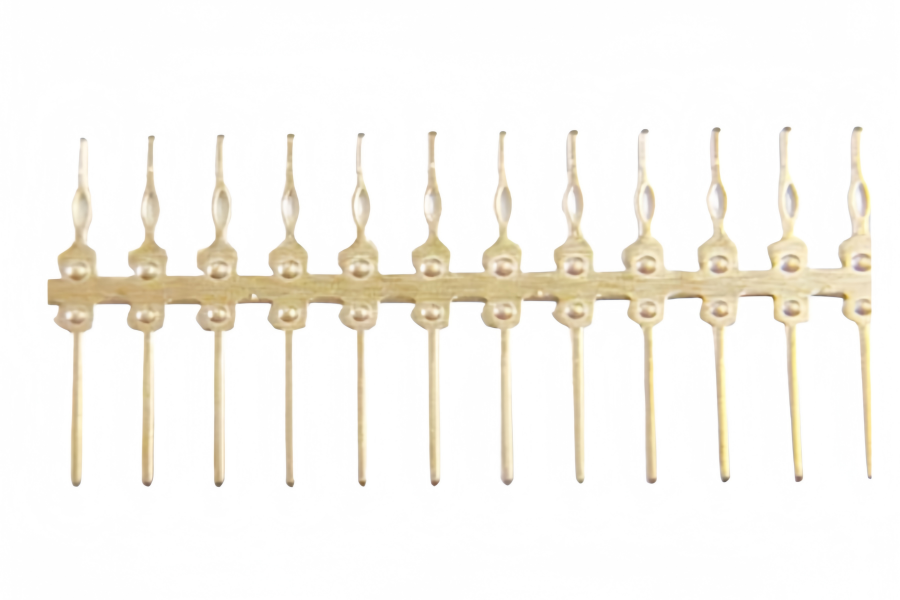
4.9 Punching Thin Materials: While most companies process materials with thicknesses ranging from 15 mm to 0.50 mm, our company can process materials as thin as 0.8 mm. When processing such thin materials, the machining precision grade of the dies must be one level higher than usual.
4.10 Punching Thicker, Harder Materials: Generally, thicker and harder materials tend to wear down punches and cutting edges more easily. Therefore, we use high-quality die steel to process materials with a thickness of 0.8 mm or greater. HEJU
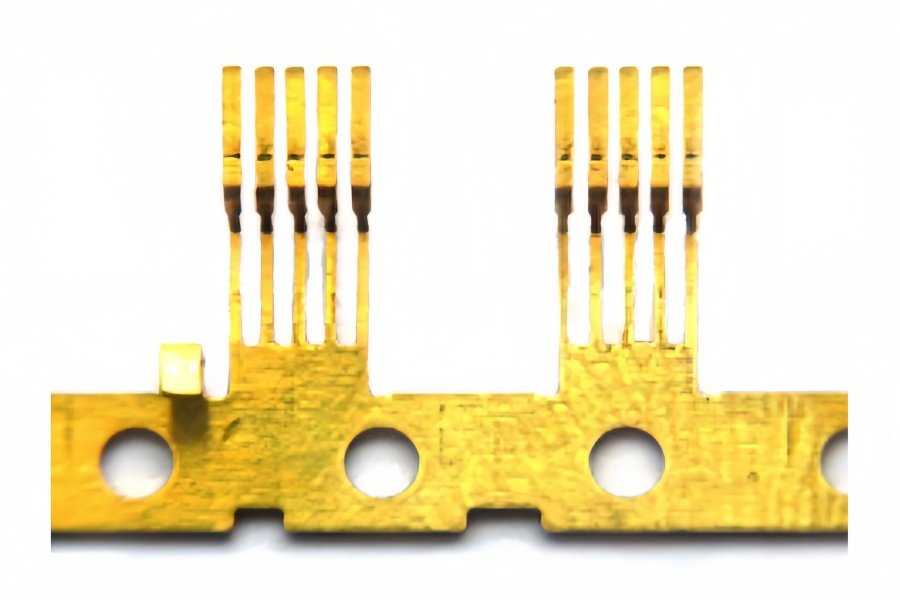
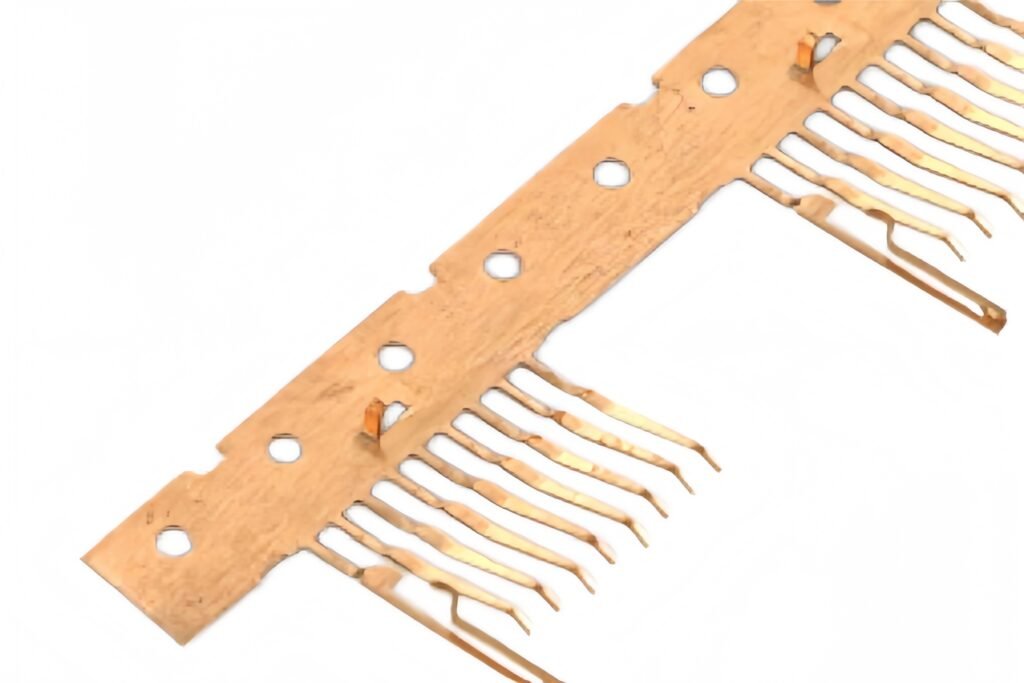
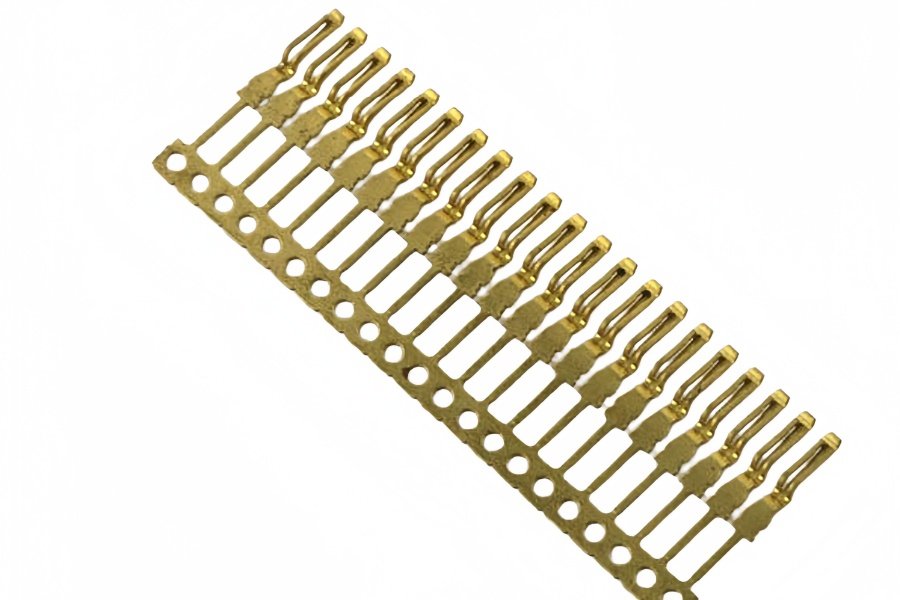
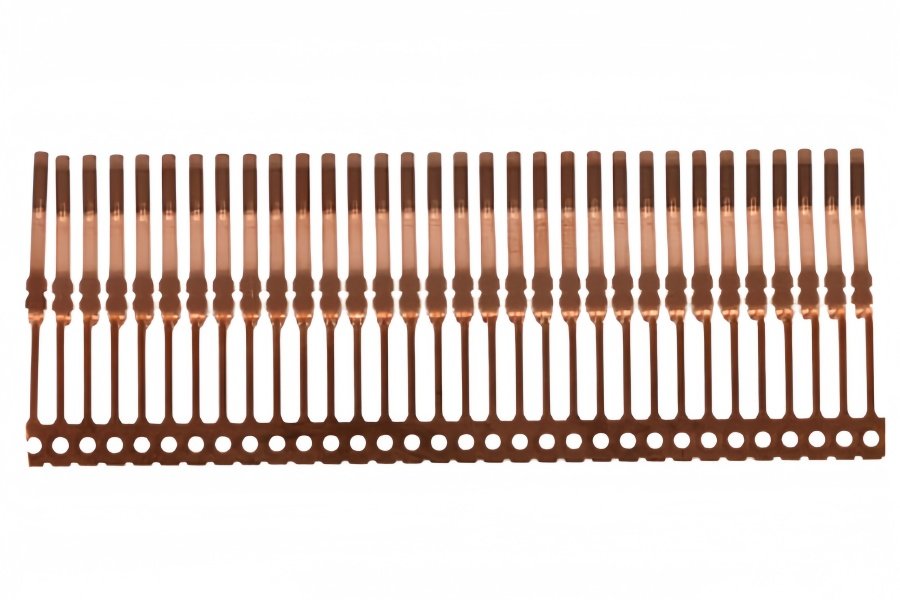
4.11 Excellent Surface Finish: For connectors, the better the surface finish of the contact area, the lower the contact resistance, the less surface wear, the more durable the product, and the more stable the signal transmission. The surface finish of the terminals we produce is bright and smooth, achieving a surface finish of over 95%.
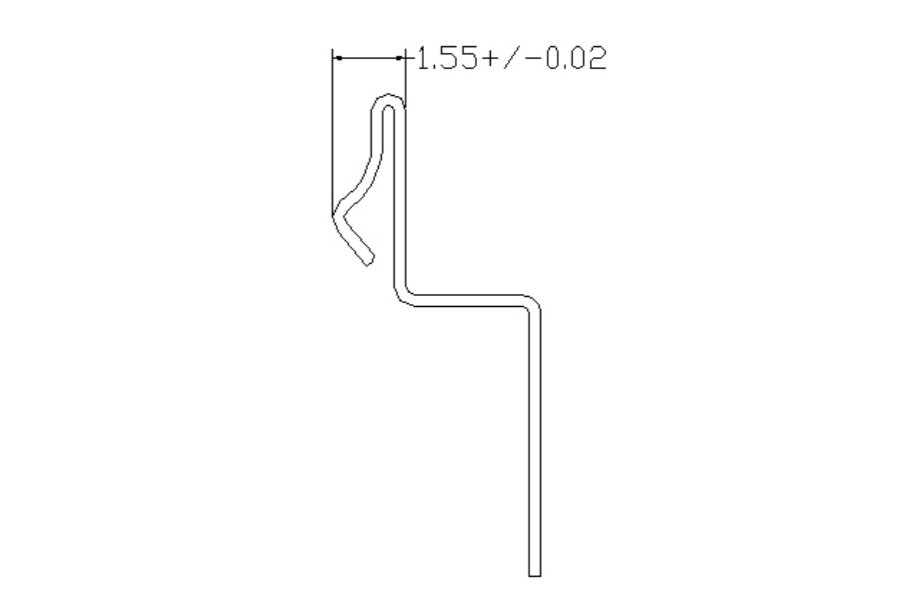
4.12 Punch Width Less Than Material Thickness: When the punch width is less than the material thickness, the punch is highly prone to breaking. We have extensive solutions for such situations.
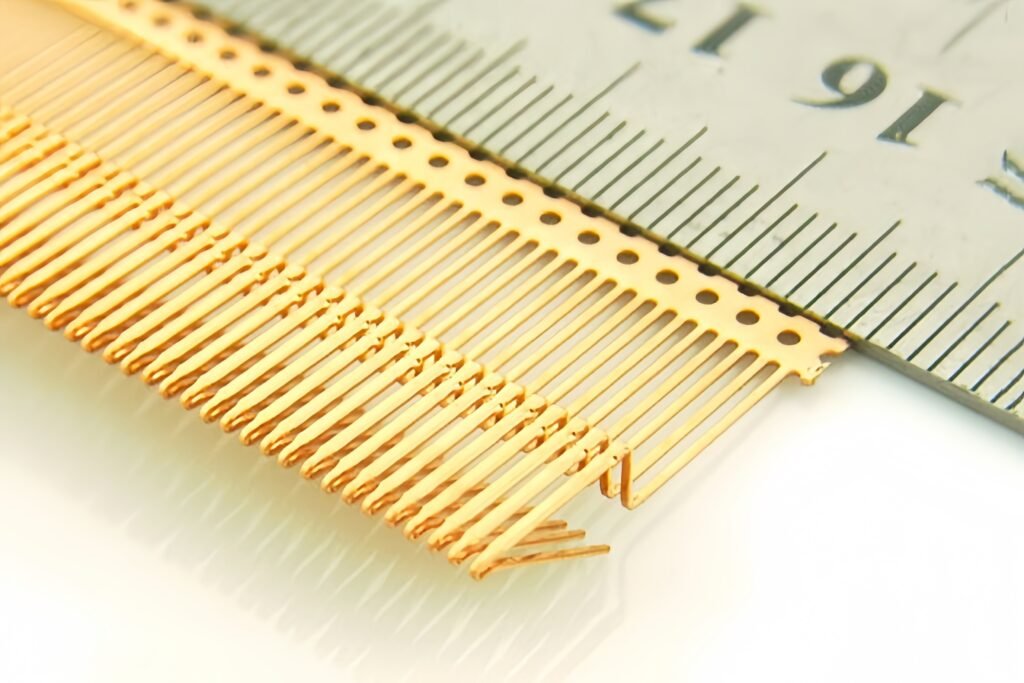
4.13 Minimal Terminal Burr Control: Generally, terminal burrs are controlled within 0.04 mm, but the terminals we produce can be controlled within 0.02 mm. This ensures that during assembly, the plastic is not scratched, and the gold-plated surface is not damaged when the terminals come into contact, thereby promoting stable electrical conductivity.