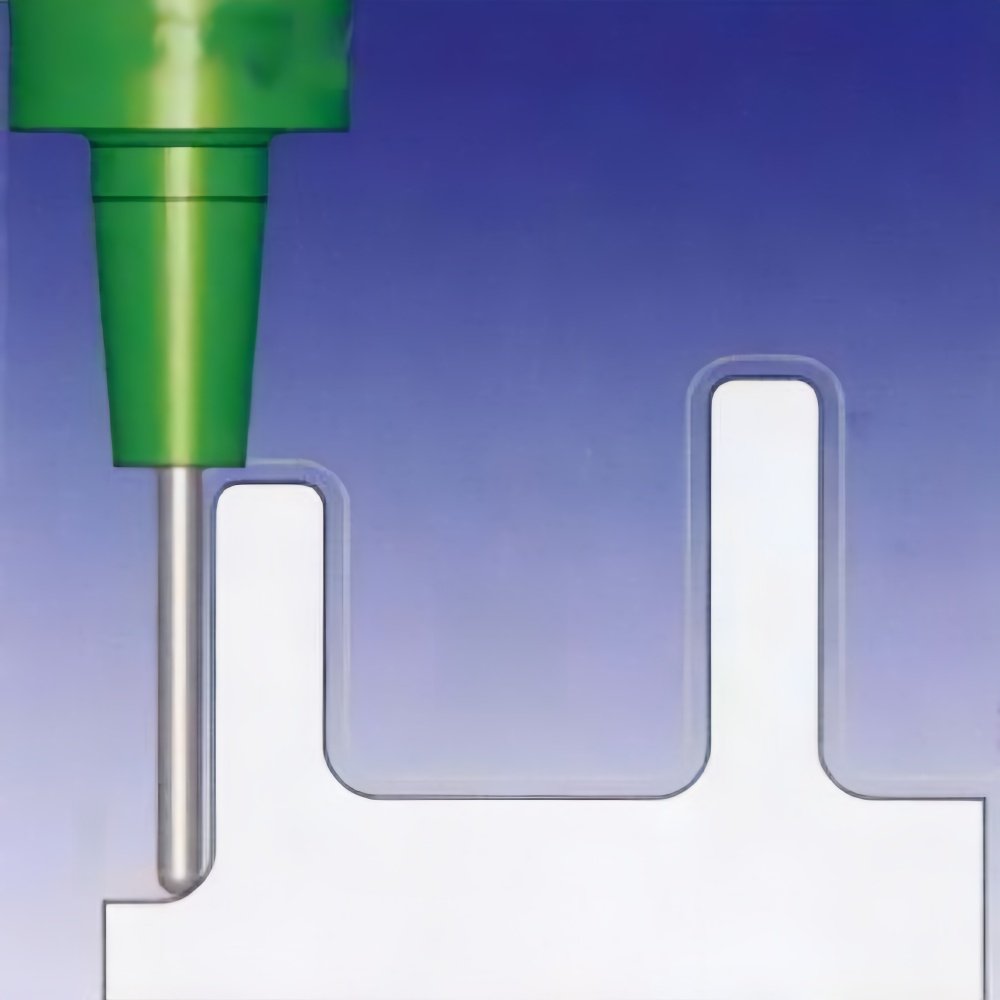
In modern mold production, the core objective of 5 axis cnc machining—including precise 5 axis cnc milling—is to use the shortest possible cutting tool to complete the entire mold. This advanced approach to 5 axis manufacturing significantly reduces tool deflection, thereby achieving superior surface quality for intricate 5 axis cnc parts. Consequently, this 5th axis machining technique avoids rework, minimizes the use of welding rods, and dramatically shortens EDM (Electrical Discharge Machining) time. However, achieving a successful cnc 5 axis machining workflow requires more than just purchasing a five axis machine from 5 axis cnc machine shops. To deliver an optimal and highly efficient 5 axis cnc service, you must pair your 5axis cnc equipment with robust 5-axis CAM software equipped with specialized functions suitable for mold machining.
1. The Evolution from 3-Axis and 3+2 Axis to Simultaneous 5-Axis
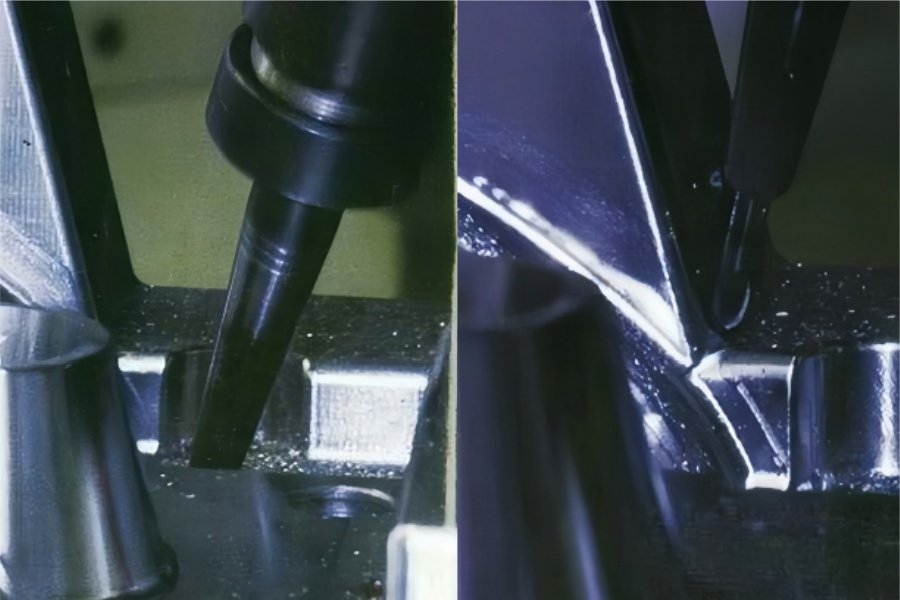
As long as the workpiece cavity is not very deep relative to the tool diameter, pure 3-axis tool paths are sufficient. However, when the cavity is deep and has narrow areas, 3-axis machining requires very long tools, which often leads to poor surface quality and longer machining times.
To use shorter tools, the machine spindle must be tilted. 3+2 axis machining solves some problems by setting a constant spindle angle, but complex parts may require many tilted views, which leads to overlapping tool paths and increased machining time. Furthermore, because it is difficult to combine all tilted views accurately, this greatly increases manual polishing workload and often leads to surface quality issues and more tool movements. Programming in this way often causes mutual interference and frequently cannot cover the entire geometry.

2. Key Metrics for Evaluating 5-Axis Milling Machines
5-axis milling machines have various configurations, such as providing two degrees of freedom via a freely rotating worktable, providing two degrees of freedom via the spindle mounting, or a combination of both. When evaluating a machine, in addition to regular features like horsepower and feed rate, the following key aspects must be considered:
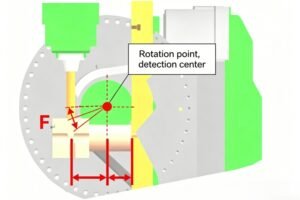
Repeat Positioning Accuracy: This refers to the ability of a 5-axis machine to return to the same point and maintain vector consistency. For 5-axis
Rotational Speed: This means the relative rotational speed between the tool and the workpiece; many older 5-axis machines are slow and cannot meet the productivity requirements of high-performance machining. When milling deep slot workpieces with short tools, the tool must be tilted and the C-axis rotated for cutting; in this case, the rotational performance of the C-axis is key to success.
Angle Limits: These are the physical limits of the rotation angle allowed by the milling head. If the milling head needs to tilt 50° to use the shortest tool, but only has a 30° rotation limit, it naturally cannot complete the task. Whether the angular movement of the C-axis is limited (for example, only able to achieve +360° and -360° rotation) is also very important.
Working Environment and Control: When the spindle rotates, the actual working range becomes smaller. Many 5-axis controllers with logic control functions accurately know where the tool origin is relative to the workpiece; this “Rotation Tool Center Point (RTCP)” function makes 5-axis application simpler.
3. The Irreplaceable Role of 5-Axis CAM Software
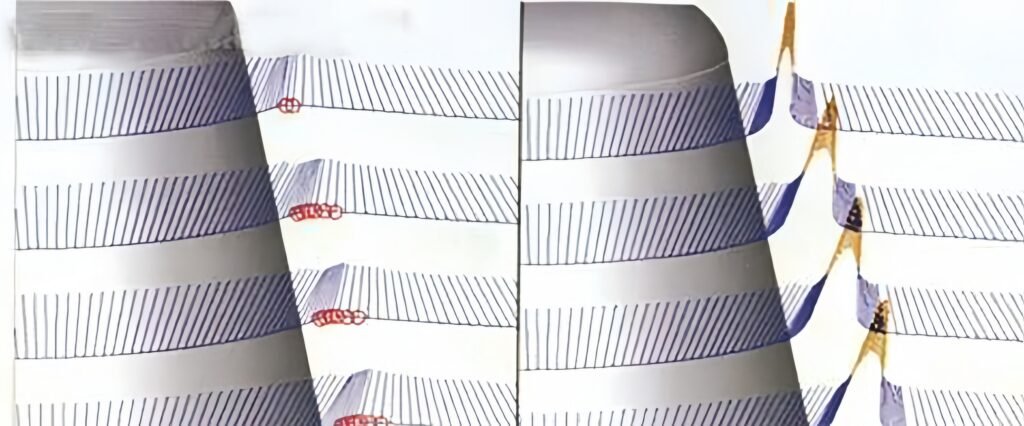
A CAM system must not only detect vibration (interference) between the workpiece, tool, and taper shank, but it must also automatically eliminate these vibrations so that the programmer does not need to manually adjust the tilt angles of millions of data points. The 5-axis automatic programming of the CAM system achieves optimized tool application, which is the shortest tool length. Unlike special workpieces, mold makers simply need to rotate a sufficient tilt angle to automatically eliminate vibration between the tool, taper shank, and workpiece; this combination gives 5-axis mold machining higher efficiency and flexibility.
When evaluating CAM software used for mold machining, the following factors need major consideration:
Flexibility: The module automatically converts 3-axis cutting paths into 5-axis machining paths, making the tilt angle of the rotary tool sufficient to avoid vibration.
Reliability: The addition of two rotary motions in 5-axis greatly increases the possibility of vibration, so vibration detection and avoidance measures must be reliable, otherwise it will lead to the damage of expensive equipment.
Ease of Use: If the software can automatically generate tool paths, then creating 5-axis tool paths is as simple as creating 3-axis ones.
Equipment Limit Simulation: The CAM software must be able to simulate specific 5-axis equipment and adjust tool paths to avoid moving to rotation limits.
Situations Unable to Use 5-Axis: For example, when the tool is too short or the holder is too large to avoid vibration, the system can identify the problem areas so longer tools can be used or these points can be simply edited.

Conclusion
Synchronous 5-axis tool paths can utilize short tools to machine the entire workpiece, without needing the long tools required in a 3-axis environment. 5-axis machining can significantly reduce the amount of welding rods used and the operational steps of EDM machining. In addition, synchronous 5-axis machining can reduce many problems that exist in 3+2axis machining, such as the cumbersome process of creating multiple tilted views and merging all tilted views.