In comprehensive precision hardware manufacturing, whether tackling high-strength alloys or complex engineering components, 5-axis CNC machines demonstrate irreplaceable advantages. A 5-axis machine typically consists of three linear axes and two rotary axes. However, the layout of these rotary axes (the underlying structural form of the machine) creates significant differences in rigidity, dynamic performance, and precision stability.
Today, we will focus on the two mainstream 5-axis structures: Spindle Head Swing (Head-Swing Machine) and Worktable Swing (Cradle-Type Machine), analyzing their performance in actual machining from a fundamental physics perspective.
1. Fundamental Differences in Rotation and Detection Centers
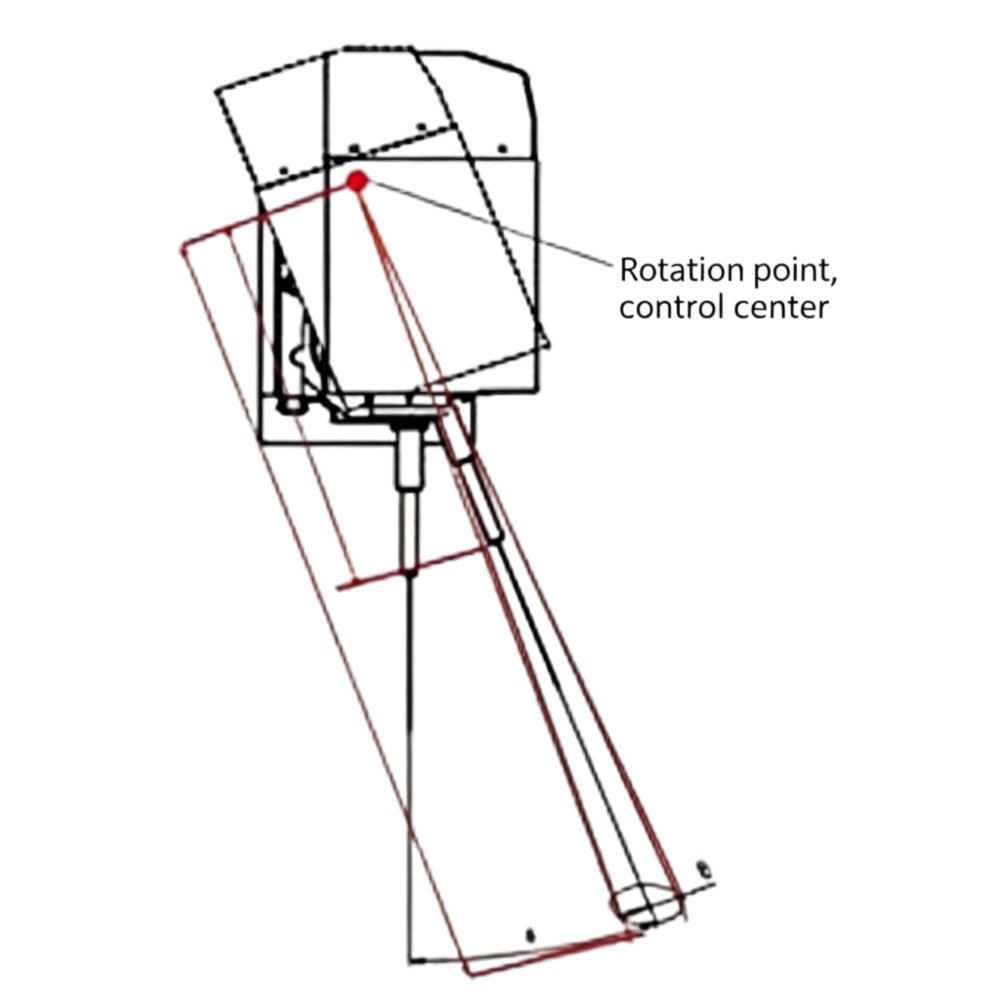
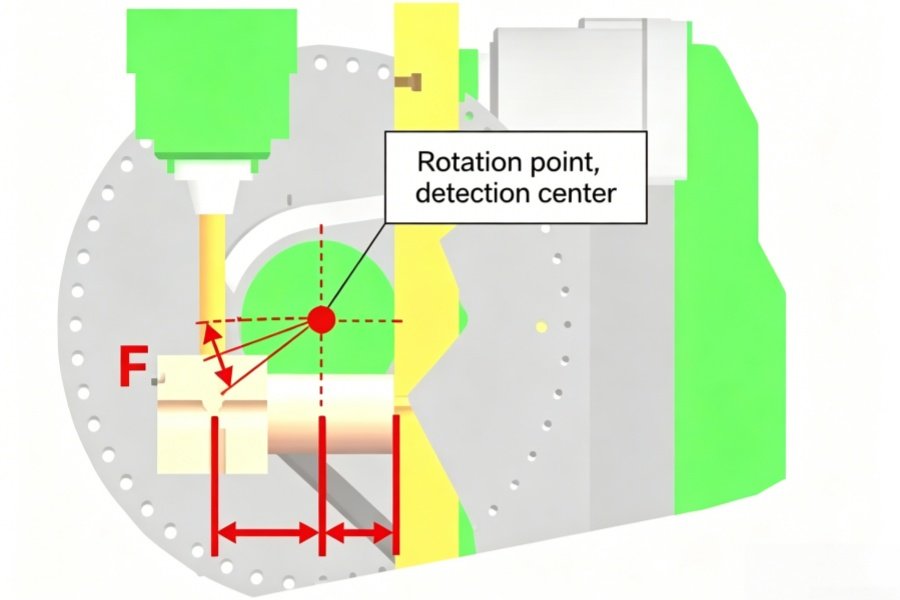
To understand the difference between these two machines, we must first examine the location of their rotation centers. For head-swing machines, the rotation point and detection center are located on the spindle itself; for table-swing machines, they are located on the machine bed.
To illustrate this more intuitively, let’s assume we need to machine two mutually perpendicular through-holes on adjacent faces of the same part. In this scenario, the machine’s rotary axis needs to rotate exactly 90°.
2. Core Machining Performance Comparison
When actually machining this part, the differences between the two structures are mainly reflected in the following core dimensions:
2.1 Spindle Rigidity and Machining Efficiency
Head-Swing: During the machining process, because the spindle itself is swinging, the rigidity of the spindle is relatively weakened. Furthermore, based on the lever principle, to achieve the same tool tip displacement, the spindle of a head-swing machine must swing a much larger angle, resulting in lower overall machining efficiency.
Table-Swing: The swinging action is completed by the worktable below, so it does not exert any negative impact on the rigidity of the spindle above.
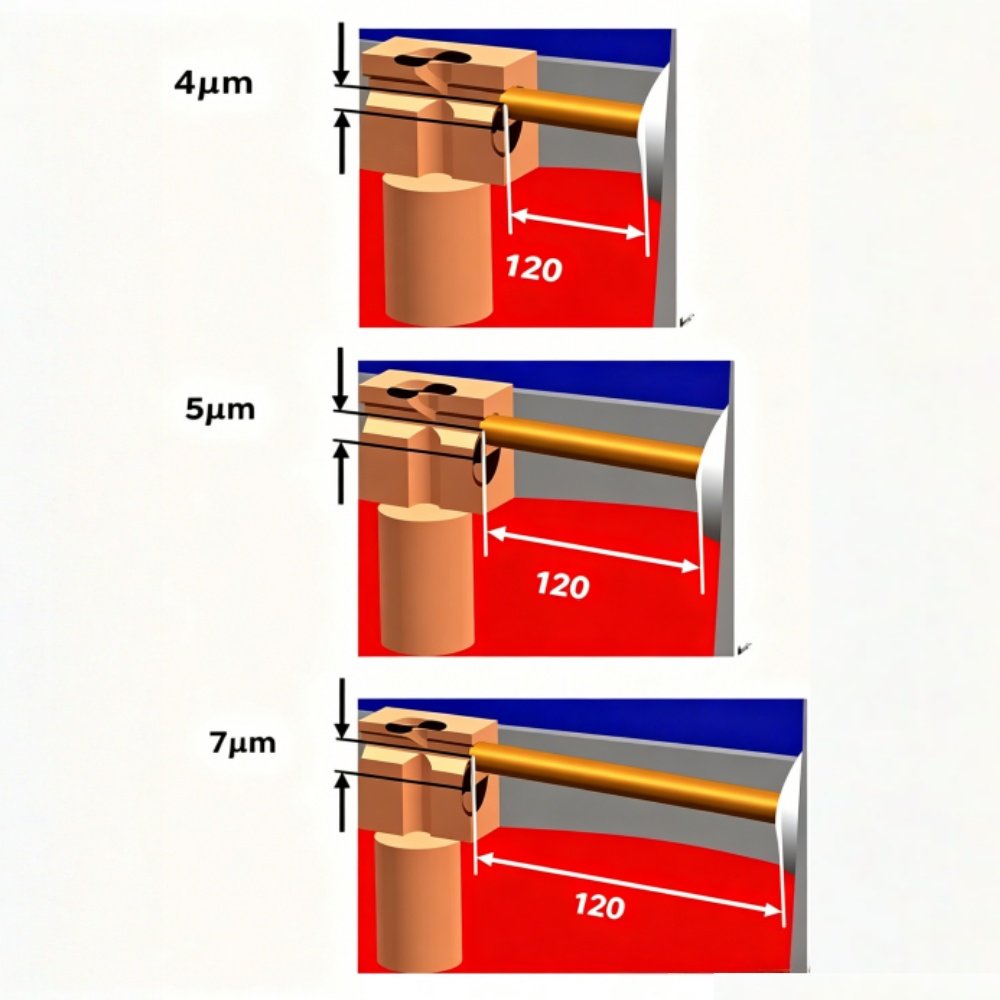
2.2 Impact of Tool Length on Machining Accuracy
This is a physical rule that is easily overlooked: Swing Error = Swing Arm × Swing Angle.
For head-swing machines, the tool length directly constitutes a part of the swing arm. This means that the longer the tool, the longer the swing arm, and the more the error is amplified. For cradle-type table-swing machines, the tool length has no relation to the swing arm length; lengthening the tool will not additionally amplify the swing error.

2.3 Position Error vs. Shape Error
As the axes swing, both machines will inevitably generate position errors. However, their performance regarding shape errors is completely different:
Head-Swing machines generate shape errors: When the tool rotates, the feed direction of the machined hole deviates from the tool’s rotation center. This deviation causes the machined hole to present an irregular “wedge shape”.
Table-Swing machines do not generate additional shape errors: The position error caused by the cradle table is purely induced by the table itself; the feed direction of the spindle and the rotation center of the tool always remain perfectly aligned. Therefore, it will never generate additional shape errors.
2.4 5-Axis Machining Effective Workspace
As the spindle of a head-swing machine swings, it “eats up” some of the mechanical travel in the workpiece diameter direction, resulting in a smaller maximum workpiece diameter range compared to conventional 3-axis machining. Conversely, table swinging has no impact on the horizontal dimensions of the workpiece. Generally, with the same travel configuration, a machine with a cradle-type table-swing structure will have a larger effective 5-axis machining envelope than a head-swing machine.
3. Conclusion and Final Recommendations
Through a comprehensive comparative analysis, we can draw the following key conclusions:
Cradle-type table-swing machines: Offer significant advantages such as excellent spindle rigidity, high machining efficiency, accuracy unaffected by tool length, no additional shape errors, and a large machining envelope. They are the ideal choice for the vast majority of small to medium-sized complex precision components, centrifugal compressor blades, complex electrodes, and mold corner clearing.
Spindle head-swing machines: Although at a disadvantage in terms of absolute rigidity and error control, table-swing structures have a physical limitation—they must overcome the workpiece’s own weight, demanding extremely high fixture requirements. When facing the machining of ultra-large, ultra-heavy parts (where table swinging is physically impossible), the head-swing machine remains the only necessary solution.