Introduction
In the high-precision hardware manufacturing industry, selecting the right machining process is the single most critical factor determining product quality, cost, and lead time. Among the diverse array of subtractive manufacturing technologies, CNC turning and milling services form the absolute backbone of modern industrial production. Whether you are developing complex automotive crankshafts or ultra-miniature medical implants, understanding the underlying mechanics of turning and milling is essential.
1. Fundamental Working Principles
1.1 CNC Turning Services
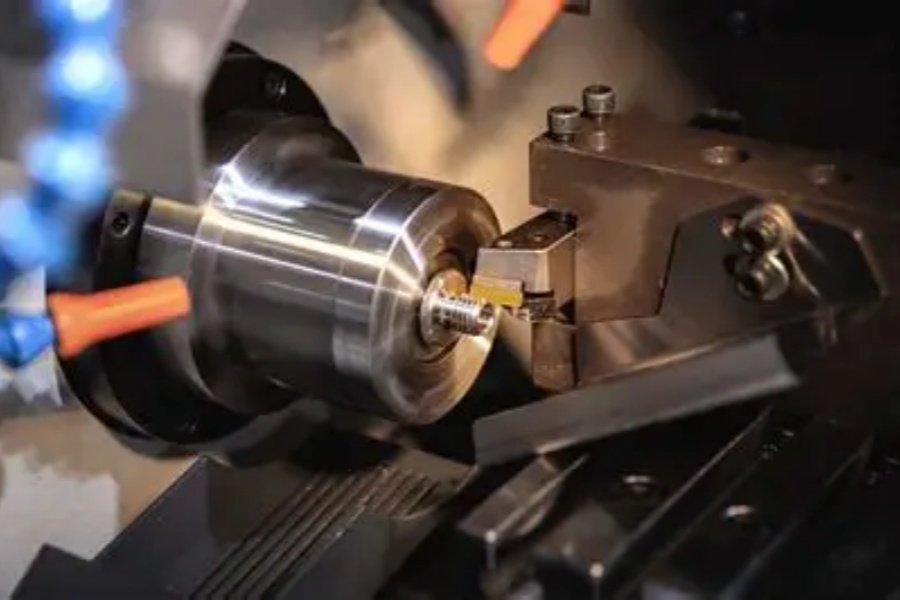
CNC turning is the foundational process for creating rotational, cylindrical components. In this operation, the workpiece is securely clamped in a high-speed rotating spindle. The cutting tool, mounted on a rigid tool turret, moves linearly along the axial or radial paths guided by precise CNC programming. This continuous cutting action removes material efficiently to form outer diameters, internal bores, faces, and precise threads.
1.2 CNC Milling Services
In contrast to turning, CNC milling utilizes multi-point rotating cutters to remove material intermittently. As a leading manufacturer, our [precision CNC milling services] are fully equipped with these advanced multi-axis systems to process flat surfaces, complex 3D profiles, slots, and deep cavities.
2. Typical Workpieces & Geometry Limitations
Choosing between turning and milling depends entirely on the geometric symmetry of the part design.
| Machining Category | Geometric Characteristics | Typical Industrial Components |
| CNC Turning | Rotational symmetry, strict concentricity, and precise coaxial alignment. | Shafts (engine crankshafts, drive shafts), disc/sleeve parts (bearing caps, flanges), and precision fasteners (screws, lead screws). |
| CNC Milling | Non-rotational, prismatic shapes, flat surfaces, and complex 3D contours. | Enclosures/Housings (gearbox casings), mold cavities (injection mold cores), and complex structural parts (automotive connecting rods). |
3. Tooling Infrastructure & Cutting Dynamics
The mechanical demands of turning and milling require completely different tooling architectures:
Turning Tools (Single-Point): Turning utilizes single-point cutting tools. Modern production relies heavily on indexable carbide inserts to optimize cycle times. For high-precision finishing, Diamond tooling (PCD/MCD) is utilized, achieving exceptional surface roughness down to Ra 0.4, which is critical for medical microdermabrasion wands and optical components.
Milling Cutters (Multi-Point): Milling cutters feature multiple cutting edges. Face mills (often $>80\text{mm}$ in diameter) are engineered for rapid flat surface material removal. End mills feature cutting edges on both the periphery and the end face, perfect for shoulders and pockets. Specialized geometries like T-slot cutters and modulus-designed gear shapers allow for dedicated mechanical features.
4. Precision Control & Advanced Manufacturing Strategies
Achieving tight tolerances requires minimizing mechanical deflection:
In turning long, slender shafts, a steady rest or follow rest must be deployed to prevent the workpiece from bending under cutting loads. Utilizing Constant Surface Speed (CSS) ensures uniform surface finish as the cutting diameter changes.
In milling thin-walled plates, vacuum fixtures are preferred over heavy mechanical clamping to prevent clamping distortion. Implementing a helical interpolation strategy for pocket entry reduces structural vibration and eliminates chatter marks.
4.2 Precision Grade Benchmarking
Standard CNC lathes routinely achieve tolerances between IT7 to IT8, while high-precision, climate-controlled turning stations can reach IT5. For milling, advanced 5-axis simultaneous CNC equipment delivers a contouring accuracy of ±0.002mm, while specialized coordinate boring and milling machines are reserved for ultra-precise IT4-grade hole systems.
5. The Future: Multi-Axis Turn-Milling Services

The boundaries between turning and milling have blurred with the advent of Turn-Mill Turn-Center technology
For instance, Swiss-type lathes integrated with live-tooling sub-spindles can complete complex turned parts, off-center cross-drilling, and keyway milling in a single setup. This eliminates the need for secondary manual clamping, thereby radically improving cumulative geometric positioning accuracy, and drives down production costs for high-volume runs.
Conclusion: Partnering with a Master Manufacturer
With over 18 years of industry expertise, we bridge the gap between design and physical production. From raw titanium to advanced plastics, click here to explore our specific [custom CNC machined parts] for milling, or submit your RFQ directly to our team for a fast quote!